
 DFM: CONCURRENT COSTING
DFM: CONCURRENT COSTING DFA: PRODUCT SIMPLIFICATION
DFA: PRODUCT SIMPLIFICATION




At Southco, Great Design Hinges on DFMA
Design analysis helps company reduce overall cost on a medical hinge by 53 percent
Southco Inc. manufactures latches, hinges, fasteners, inject/eject mechanisms and other access hardware (the “touch points”) for enclosures and cabinets. Over thirty percent of their business is custom work. “We have to make many of our products to customers’ individual specifications,” says Rick Langkamp, Manager of Manufacturing Technology and New Product Development at the Southco facility in Honeoye Falls, N.Y., “and we have to make them at a reasonable price.”
Take the recent case of a custom hinge for a medical application.
A new customer requested a quotation for a replacement hinge on their enclosure. The customer was looking for a load-bearing counterbalance hinge of the type used to control the vertical opening and closing of heavy lids (like those on chest freezers). The hinge currently in use was sent to Southco for evaluation so that they could propose a custom design and provide costing data.
The initial review determined that Southco’s manufacturing cost was almost the same as the customer’s targeted sell price for the hinge, leaving no profit margin to speak of (See Figure 1, preliminary design). “That’s why we do rigorous costing up front,” Langkamp says, “and it’s these kinds of costing results that may lead us to stop a project. Another option would be to build the hinge overseas in Southco’s China or India facility, but this goes against one of our company policies. Where possible, we like to manufacture and assemble products in the same locale as their customer, who, in this case, was North American.”
For a number of reasons—including the possibility of making the hinge inexpensive enough to justify turning it into a new catalog product —the NPD team gave the go-ahead for manufacturing at the Honeoye Falls facility to run a DFMA pilot analysis on the hinge. Now the hunt was on for ways to lower costs, assembly costs in particular.
A tactic of choice was Design for Manufacture and Assembly (DFMA)®, a rigorous design analysis methodology from Boothroyd Dewhurst, Inc. (East Greenwich, RI). By using DFMA, the product development team was able to dramatically reduce assembly times and costs and eliminate several manufacturing operations so that Southco could make the hinge profitably while still meeting the customer’s requirements and stringent price targets.
DFA and Cutting Costs
The product development process at Southco involves a cross-functional team consisting of a project manager, a product designer, and a manufacturing engineer. “If we can, we like to include other manufacturing specialists, such as tooling or die-cast mold designers,” Langkamp says. “They know whether a design idea—for instance, adding chamfers to make a self-aligning shaft, can be done cost-effectively.”
In the case of the counterbalance hinge, the manual assembly work was the bulk of the product cost. For this reason, the team focused on applying Design for Assembly (DFA).
DFA quantitatively evaluates both part designs and the overall assembly, helping engineers to identify unnecessary parts as they determine assembly times and costs. It also offers strategies for eliminating parts. The outcome of a DFA analysis is a simpler, more elegant product that is both functionally efficient and easy to assemble.
For its analysis, the team at Southco relied on the Design for Assembly methodology and database, which documents part handling and insertion times and also assigns codes that indicate handling and insertion methods.
One of the lessons learned from the DFA analysis was how fasteners like nuts and bolts add significant assembly time—for example, orienting the nut on the bolt, picking up the driver, driving the nut, and putting down the driver.
“Whether you’re driving a screw or peening a rivet, using a tool is like picking and placing a second component,” Langkamp says. “That’s why our fasteners took up so much assembly time.”
For convenience and simplicity, the team broke their DFA analyses into three subassemblies:
Center Housing. This subassembly sits at one end of the counterbalance spring. The column identifying the minimum number of parts suggested that there were excellent opportunities for reducing assembly times, particularly for screw driving and bracket assembly (See Table 1).
The team offered two redesigns. One employed a single steel bracket on a cast housing, reducing part count from seven to three. The other, a one-piece casting, eliminated the bracket as a separate part. “We prototyped and tested both options,” Langkamp says. “Since they both passed, we opted for the one-piece casting.”
This analysis decreased component cost by 60 percent. It also eliminated the need for three stamping dies, one tapping operation, one screw-driving operation, and the tooling cost to build the fixtures.
Hinge Point. This subassembly is at the other end of the spring and includes the die-cast housing that holds the hinge shaft and the torque elements in place. In spite of it being more complex (29 parts) than the center housing, the hinge point offered fewer redesign opportunities because a number of the parts were off-limits(See Table 2). “The sixteen torque elements are essential to all of Southco’s position control hinges,” Langkamp says. “They help make our positioning control smooth, consistent, and unique in the industry.”
Many of the remaining parts made up the center shaft that attached the counterbalance to the stamped housing. By redesigning the shaft, the team did away with four fastening screws, cut out several other parts, and simplified the two die-cast housings at either end of the shaft.
FEA analysis of this and a second redesign revealed an opportunity to create a stronger hinge by splitting the stamped housing into two left-and-right pieces and adding extruded housing holes for the shaft in each piece. “Splitting the housing added a part to the assembly,” Langkamp says, “but the final subassembly still had a significant reduction in overall parts.”
The final redesign trimmed part count from 29 to 23 and component costs by 28 percent, even though the new design added a stamping operation for the split housing. The redesign also did away with four tapping and four screw-driving operations and one die-cast mold.
Counterbalance. This subassembly provides the force that makes the enclosure lid easy to lift, in spite of its weight. During DFA analysis, the team quickly noted how much assembly time the two nuts and the rivets took (see Table 3). “Here were three nonfunctional parts that were taking well over half of the total assembly time,” Langkamp says. “Getting rid of them was an easy decision.”
The team replaced the custom-turned shaft with a standard one that had threads on one end. At the top end they eliminated the nut (and its long assembly time) by adopting a floating-pin strategy similar to those used on many automotive valve train assemblies. They also removed a rivet by creating a tapered holding pin and substituting slots for the round holes of the spring guide.
“Sometimes the opportunity to improve a design outweighs the drive toward part reduction,” Langkamp notes. For instance, the team discovered during cycle testing of the prototype counterbalance that premature wear on the shaft caused squeaking. Adding a plastic bushing solved that problem. In addition, the customer requested an increase in the force specifications on the counterbalance, which required an additional spring (mounted inside the original spring) to support higher loads, as well as a cup washer to provide centering.
Even with the additional parts, the final design reduced component costs 28 percent and eliminated one rivet peening (flattening) and one nut driving operation.
An open-and-shut case of savings
The redesigned counterbalance hinge (see Figure 2) is now in full production (10,000-15,000 a year) at the Southco Honeoye Falls Facility. It fulfills all the requirements proposed by the customer, is quieter in operation, and bears higher loads as well.
The new hinge more than met its costing goals. Total component count went from 45 to 30 pieces. Total assembly operations dropped from 14 to 5. The overall cost of the hinge was reduced by 53 percent, profits increased to a level that made it possible to market the hinge at an attractive price.
With results like that, DFMA is on its way to becoming a standard design methodology at Southco. “It’s one of the key metrics for our new product development process,” Langkamp says, “I now use it on all of the redesign work that I do.”
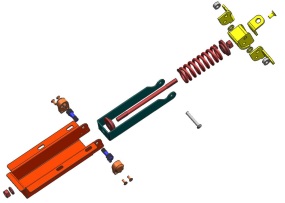
This view shows the center housing (top right, yellow), hinge point (bottom left, orange), and counterbalance (center, red and green) subassemblies.
| Part # | Name of part or operation | Number of Repeats | Minimum number of parts | Total Assembly Time (s) |
| 1 | Housing | 1 | 1 | 3.45 |
| 2 | Bearing Washer | 2 | 0 | 6.38 |
| 3 | Bracket Rt. and Left | 2 | 0 | 6.90 |
| 4 | Center Bracket | 1 | 0 | 3.45 |
| 5 | Flathead Screw | 1 | 0 | 6.80 |
| Part # | Name of part or operation | Number of Repeats | Minimum number of parts | Total Assembly Time (s) |
| 6 | Die-Cast Housing | 2 | 1 | 6.90 |
| 7 | Torque Elements | 16 | 1 | 120.16 |
| 8 | Shaft | 2 | 1 | 17.00 |
| 9 | Pin | 2 | 0 | 17.38 |
| 10 | Bearing | 2 | 2 | 7.86 |
| 11 | Housing | 1 | 0 | 10.95 |
| 12 | Screw | 4 | 0 | 27.20 |
| Part # | Name of part or operation | Number of Repeats | Minimum number of parts | Total Assembly Time (s) |
| 13 | Long Shaft | 1 | 1 | 5.13 |
| 14 | Nut | 1 | 0 | 6.43 |
| 15 | Bushing | 2 | 2 | 6.00 |
| 16 | Spring | 1 | 1 | 2.63 |
| 17 | Spring Guide | 1 | 1 | 3.45 |
| 18 | Washer | 1 | 0 | 3.19 |
| 19 | Nut | 1 | 1 | 11.43 |
| 20 | Rivet | 1 | 1 | 11.50 |

|
|

| Discover | Learn | BDI Info | Follow Us |
| Software | Studies | About BDI |

|
| Solutions | Webinars | Contact |

|
| Training | News | Directions |

|
| Services | Papers | Agents | |
| Support | Forum | Partners |
DFMA and Concurrent Costing are registered trademarks of Boothroyd Dewhurst, Inc.
© Boothroyd Dewhurst, Inc. All rights reserved. Privacy Statement.